
As additive manufacturing moves towards production, standards covering all aspects of AM technology become necessary. Standards cover many aspects, such as process, feedstock, file structure, part quality, yield, and more.
Over half a dozen l standard agencies defined AM standards for various vertical industries. The issue is with standards adaptation rather than with defining new standards.
In these posts (part 1 out of 6 parts), we will not be defining standards but utilizing existing standards and methods to gauge machine and part quality in AM, providing the tools to extract the performance limits of SLS/SLM 3D printers. Specifically, we will focus on two properties, physical dimension and an AM part’s microstructural integrity. We are choosing the international tolerance ISO-286 for dimensional tolerances, defined by the ISO as Geometrical Product Specifications – GPS. In short, the tolerance range is measured vs. dimensional length. ISO-286 is a broader standard covering subtractive manufacturing (SM) and tooling. Therefore, a good standard for comparison to other technologies. The table below demonstrates how standards apply to the consumer to gauge product performance. The obvious question: who would you buy a Tesla knowing that the range is only 50 miles per charge?
Table 1
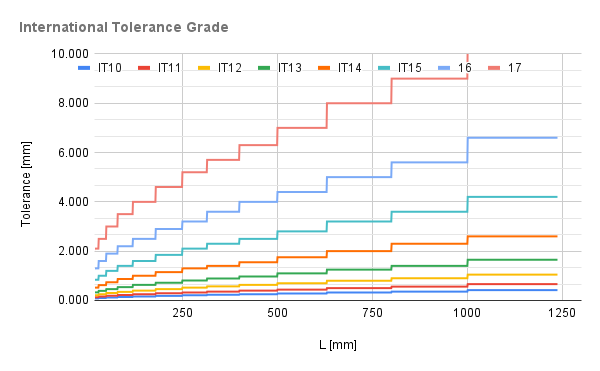
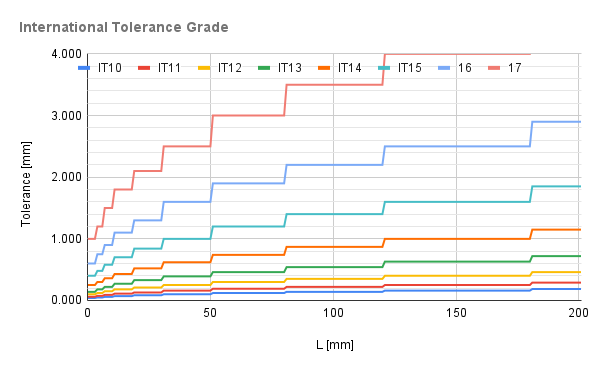
International Tolerance Grade
Industry-standard ISO 286-1 for dimensional tolerance is used with international tolerance (IT) grade table where the tolerance is measured vs. dimensional length, and it is given an IT grade number (the lower the better). Figure 1, 1b illustrate an IT grade table in the metric system for nominal dimensions up to 1,250 mm and 200mm respectively.
Using IT grades
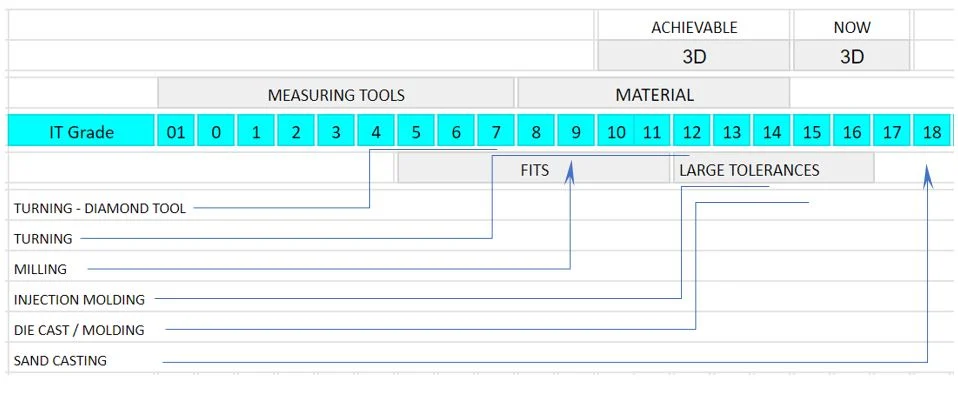
Figure 2, lists manufacturing technologies utilizing IT grades. Figure 2 can be used to compare accuracies within as a function of the manufacturing process selected. It is important to note that AM is not using tooling in comparison with SM. In the next chapters, we’ll be able to answer the question would AM will be able to catch up with SM?
How Additive Manufacturing (AM) compares with Subtractive Manufacturing (SM)
Quality is compared by measuring the x-y-z dimensional tolerances and by analyzing the microstructure integrity for both technologies. Figures 3 & 4 illustrates this comparison where AM is a challenge not only by nonlinearity within accuracy but also with the microstructure integrity whereas in SM it is not altered.
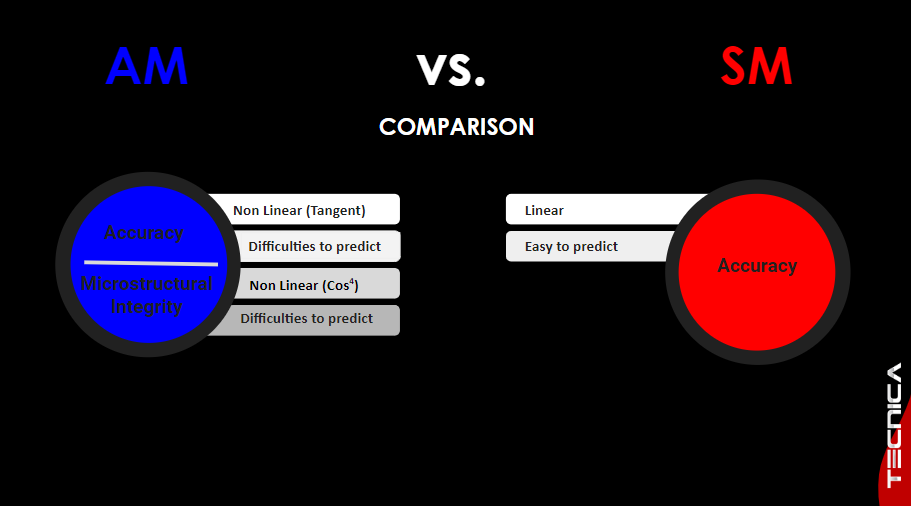
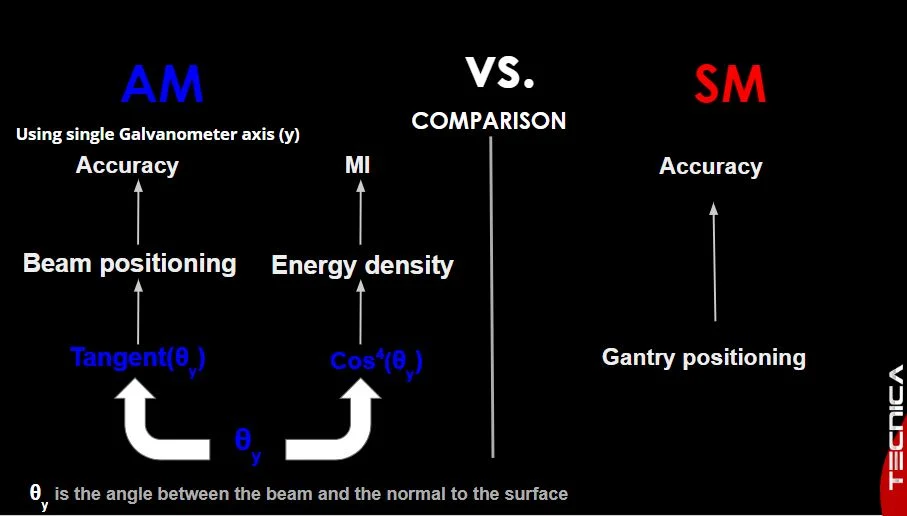
In production, SM needs to address accuracy only while AM needs to address multiple levels of production complexity such as:
- Accuracy
- Non linearity
- location dependent
- Microstructural Integrity
- Material transforms from solid to liquid to solid
- Energy deposited drops quickly as the laser beam moves away from the print bed center





