Part 2 - Identifying the source for the errors and how they propagate
Part 1 recap:
- The additive manufacturing (AM) consumer is very enthused. They can pay 500,000USD for a printer without having a tolerance spec sheet for the printer
- Subtractive Manufacturing (SM) needs to deal with part accuracy only while AM needs to deal with part accuracy and Microstructural Integrity
- SM positioning system is linear and easy to predict
- AM positioning system in nonlinear and more challenging to predict
Conventional SLS/SLM 3D printer - Where the errors come from
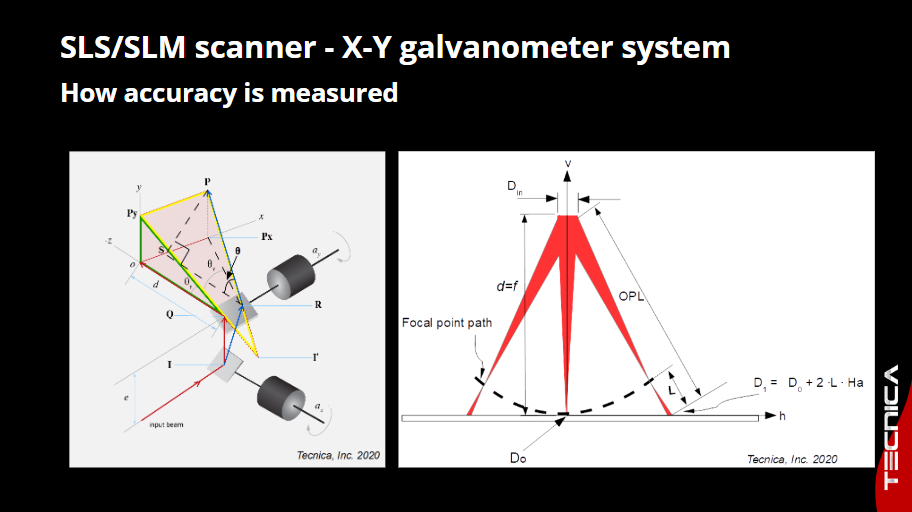
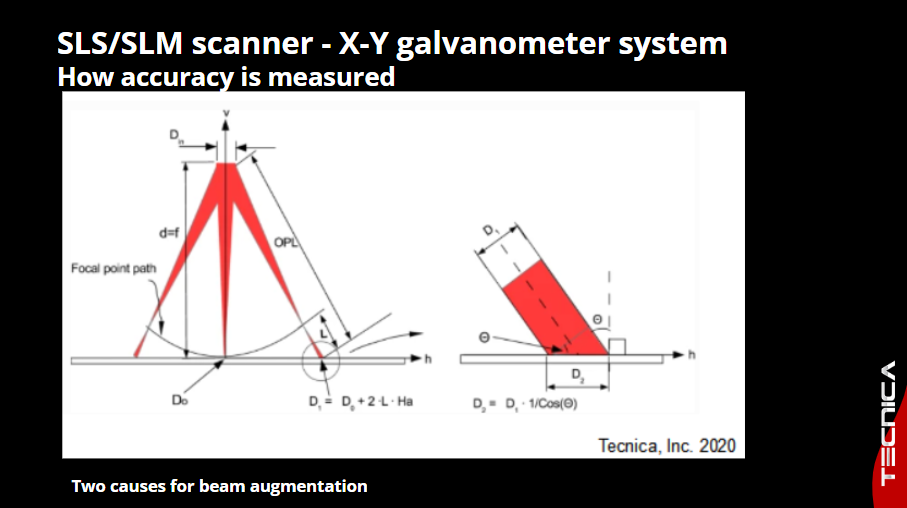
In a conventional (Galvanometer based) SLS/SLM 3D printer, the beam focuses at a sphere-like surface. Figure 1 shows a GS system where the two mirrors steer the beam to print on a 2D surface. As a result, the beam striking the surface is off focus. As the beam travels away from the print bed center (print bed center is where the beam is at focus), the beam striking the flat surface becomes larger and distorted.
Why it is bad:
- The energy required to sinter the powder is proportional to the beam density (Laser_energy/beam_area) on the surface. The larger the beam size the smaller the energy delivered to each pixel/voxel, resulting in a weaker bond.
- The beam is distorted into an ellipse like shape causing an inconsistent energy delivery to the intended pixel/voxel location
Quantifying positioning errors
When SM processes a part, the AM machine deals with a well predicted process where the tool cuts into the material within a known worst case tolerance across the work area when the tool positioning does not affect the tolerance.
In AM, the worst case tolerance depends on many factors. As an example if the print is very small compared to the print bed and positioned at the print bed center then the beam will be delivering about constant energy to the print. However, if the part is positioned at the edge of the print then the part tolerances will be difficult to predict (more below) as it is machine dependent. More importantly, energy deposition is changing more rapidly. As the energy absorbed by the voxel depends on at least five parameters that are dependent on Θ.
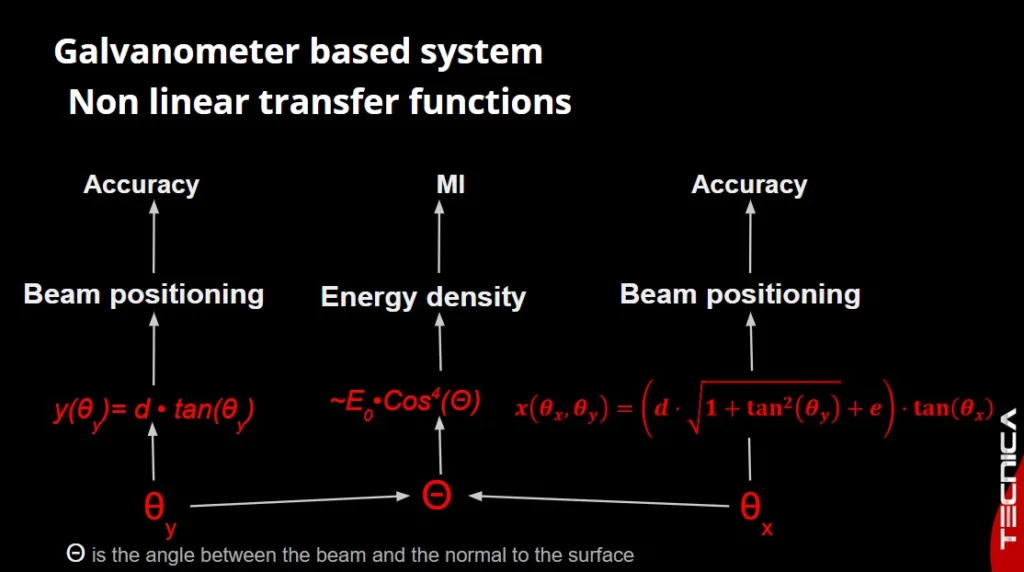
Figure 3 illustrates the main issues in a conventional SLS/SLM 3D printer quantified for beam location and energy deposition as a function of location. From figure 3 we can conclude:
- non symmetry between the axes.
- location/orientation on the print bed dictates part quality.
- positioning of the x axis depends on the y axis location; it is a modulation challenge.
- The term ~E0•Cos^4(Θ) for energy density is an approximation where a more accurate term is dependent on the printer geometry and x, y positioning (for details see: JOM Journal paper analyzing the GS vs. LFOS – Lens Free Optical Scanner).
Why all of this math matters
The bulk of the errors are generated in the GS modulator, Electronics mirror driver, and mirror motors. Some of these errors are compiled by the GS manufacturer and listed in the datasheet in radians units. Equations (1)-(4) expresses the GS positioning system in a two axes printer.
Typical combined error (adding the tolerance of the errors) value for a single GS is at about 15 microradians. The calculations in this paper are done with θy, θx which represent the optical angle after the beam is reflected by the mirror while the spec sheet provides the mechanical angle before striking the mirror (±Δθy/2). As a result, when plugging the errors into the formulas above you need to double the value of the errors given by the manufacturer as optical_error_angle = 2 x mechanical error_angle
On this note:
By using Snell’s law (the law of reflection) → changes in the striking angle (GS mechanical angle) of the beam on the mirror will double (optical angle) when reflecting from the mirror.
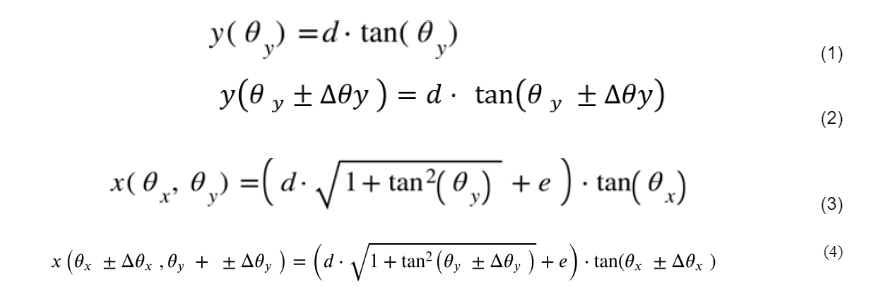
Where the ±Δθy represents the error value in radians reflecting the optical angle. The bulk of the parameters can be extracted from the GS manufacturer datasheet
where ±Δθy are errors in optical angle. d is the distance from the Galvanometer to the print bed, and θy is optical beam location in radians.
Example 1 – single axis position error calculation
An acme printer with the following specifications is analyzed :
d – the distance between the GS to the print bed is 1 meter.
e – the distance between the y and the x Galvanometers is 15 mm. The y Galvanometer is at the location θy =10 degrees → y=176.327 mm.
GS combined errors for the Galvanometer totaled ~12 microradians. What is the location error for the given beam location?
±Δθy/2 = 12 microradians → ±Δθy = 24 microradians
θy = 10 degrees = 0.174533 Radians
Intended beam location on the y axis → using eq (1) for→ 176.327 mm
y high limit error→ using eq (2) → 176.352 mm ( +25 micrometers)
y low limit error→ using eq (2) → 176.302 mm (-25 micrometers)
This simple exercise on one axis demonstrates the limitation in accuracy within a GS system where the accuracy is at ±25 micrometers from the intended location.
Repeating this exercise for a 2nd point located on the other side of the bed at θy =-10 degrees → y=-176.327 mm. Similarly, the location error for the 2nd point is also ±25 micrometers.
This single-axis exercise demonstrates how angular control moves a beam on a print bed with a great level of theoretical accuracy. In the next parts, we’ll reveal why this tight tolerance cannot be achieved with conventional 3D printers.